First off, I’d like to thank everyone for their patience and support through all this. It’s been difficult not having the machine up and running. Instead of using powder to close out orders, we’ve been forced to use powder to configure the machine and troubleshoot, which has really been tough.
Second, many individuals read our previous post and let us know they wanted more. Many people wanted me to go more nerdy, deeper, and more in depth into this process, what we’ve been going through, how the technology works, and the nerdy aspects of the issues we’re facing. So, what follows will be in depth, but brief. If you’d like, you can search for terms that I’m using to read more, and help study up more on the subject if you find it interesting.
We’ve made a few discoveries. One discovery is a massive one, and it has to do with the machine not providing the laser power to the build surface that we thought, and the second is the material profile we received from the manufacturer did not produce parts according to the specifications of the material.
With the technology we’re using, parts are made in an “additive” fashion, layer by layer. If you think of a shoe box, the shoe box is empty, but being progressively built from the bottom of the shoe box up to the top, layer by layer, 0.10mm at a time. This means to make 1mm, it’s 10 layers, to make a cm, it’s 100 layers. To make an object 4 inches tall would be approximately one-thousand layers. As powder is spread, layer by layer, a laser discriminately hits areas of the powder fusing powder molecules together. As a new layer is spread onto the previously lasered or “sintered” layer, a new “scan” is done by the laser, fusing neighboring particles to each other, as well as the previous layer.
Some of the components involved in this “Selective Laser Sintering” (SLS) process can be seen in this image-
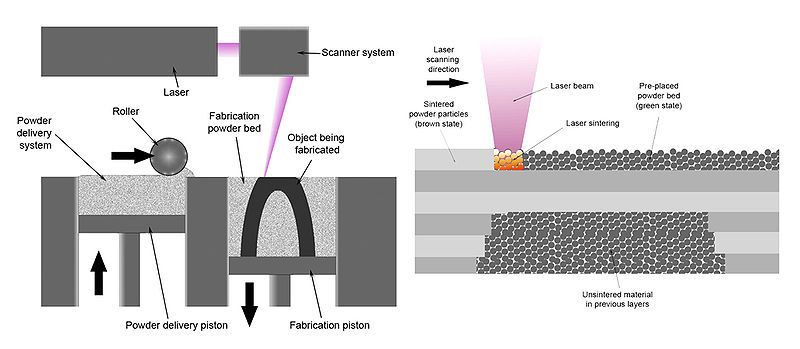
This is basically how all our grips are made now, layer by layer, with powder, lasers, and heat.
SLS materials operate in some ways similarly to how we cook meat; some meats are cooked at a low and slow temp. Some meats prefer a high heat sear. Some are great with a reverse sear. Also, depending on the meat, they might all be done at different internal temperatures. Some are done at 120, 135, 145 or 165. Other’s are finished at 202 – 207.
I wish SLS was as simple as cooking meat, but it’s not.
We are dealing with build chamber temperatures, laser wattage, “scan speed” or how fast the laser is moving, layer thickness, and another really important thing called “hatch distance” or “infill offset”. This hatch spacing is a measurement between the layer scan lines on the INSIDE of a part being created. As shown here-

Many of these variables can be put together in an equation that gives a number that represents “Energy Density”. This is an empirical expression of the energy imparted on the material to make the thing. It’s also referred to as the “Andrew Number”. I use an energy density calculation that gives me Joules per millimeter squared, or j/mm2. Our Energy Density is calculated by dividing the wattage of the laser by the laser speed in millimeters per second time times the volume, and in our case the hatch distance. This is represented by this equation![]() where P = Laser Power (W), LS is the laser speed (mm/s) and HS is the hatch spacing (mm).
where P = Laser Power (W), LS is the laser speed (mm/s) and HS is the hatch spacing (mm).
As I’ve previously stated, we have been working tirelessly with the machine’s manufacturer to try and resolve this issue. Last week we were able to finally get our hands on a “Laser Power Meter”. This device sits on the bed of the build volume and precisely measures the wattage of the laser. Here it is in our machine-

You can see the black burned spot on the masking tape. We put the masking tape on to make sure we kind of had center and were firing the laser into the reading area of the device.
Here’s where it gets troubling. One of our most important variables, the laser power, we have been using 43 watts. It’s important for a number of factors, but we’ve been using that as a cornerstone in our “energy density” calculations. According to the meter, our “43 watts” was actually measuring “40.17” watts. This means all of our energy densities weren’t to spec. And what we would have considered a “troublingly high” energy density, according to our powder manufacturer’s specifications, may have been on the money.


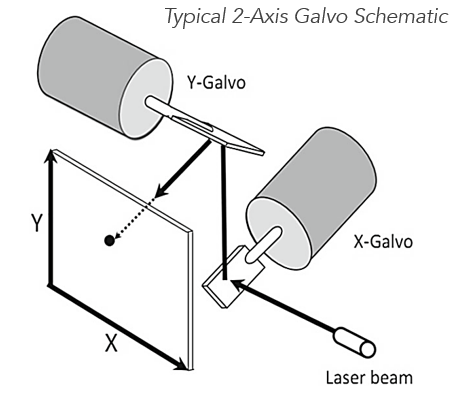
Why was the laser under powered? If you go back to the diagram of how this technology works from above, you see there’s a laser, and it’s firing into what is called in the diagram, a “Scanner System”. In reality, this is a “Laser Galvo” or galvanometer. It works like this-
Protecting the area above the build chamber, where the laser and the galvo is housed, there’s protective glass that the laser is firing through. This is special glass (ZnSe) that allows the laser to still be effectively passed through. It’s still an object, and it still decreases laser power a small amount.
My machine was configured for laser power to hit the bed, WITHOUT the glass installed. Once the glass was installed, the laser power was cut by about 10%, and with that, all our Energy Density numbers influenced to the downside.
So, that covers our first discovery, and on to the second, hopefully shorter, issue we ran into.
The profile we received from the machine manufacturer to run this very difficult to run material in their system wasn’t producing parts that provided the documented material properties we were supposed to be getting from the manufacturer. This is heavily influenced by the protective glass cutting our laser power, but we were also seeing other issues as well pertaining to surface quality and what not. Other easier to process materials can utilize a high speed laser, at a high wattage, and sinter just fine. The addition of carbon fiber strands does complicate things a bit. While making parts stronger, and able to resist heat, the CF fibers slow down the movement of molten nylon. A fast moving high power laser quickly liquifies the nylon, and as the laser has passed on to other parts of the object, the liquified material immediately starts to harden. The carbon fiber strands slow down the liquid nylon preventing it from fully melting down into the .10mm layer height of loose powder, as well as appropriately bonding to the previously sintered layer.
This creates pockets of unsintered powder, as well as small inclusions of gas. As we were chasing this issue of inclusions, we noticed we started seeing surface quality issues.
Through countless hours of study, research papers, testing on the machine, breaking parts with a hammer, cutting parts, and more, we discovered that the entire sintering strategy that was employed with this machine by the manufacturer, with Nylon Carbon Fiber (PA11-CF, wasn’t tuned to the properties of the powder. We have had to develop, from the ground up, a print profile for one of the hardest to sinter materials on Earth.
And we don’t have an R&D department.
I believe we’re close to cracking this nut, and we’re already seeing very good data in our test pieces. We should have better information tomorrow as we plan on pulling some wonderful stocks from the machine.
So, there’s a good run down on what we’ve been up to and what we’ve discovered in the past 3 weeks. It’s been a wild journey, but we have been working around the clock to get this running stable. The manufacturer of the machine has been calling us workaholics because we work around the clock. Weekends. Day, night, early morning, and Labor Day. We’re not taking this opportunity for granted, and we’re wanting to fulfil orders ASAP. The frustrating thing with a lot of this has also been that these troubles are preventing us from releasing other really great things that we’ve completed. Some things people know about, like the Spegel K-Frame or our opportunity with AFR, but there’s a lot of other cool things in the works that we’ve held tight to the chest that we can’t wait to release.
Stay tuned, and don’t hesitate to reach out if you have any additional comments or questions.
Regards,
Ryan Hamre
President & CEO of Hamre Forge, Inc.